Che cos'è lo stampo in plastica?
Che cos'è lo stampo per plastica?
L'attrezzatura utilizzata per lo stampaggio a iniezione di materie plastiche è chiamata stampo per plastica o stampo per iniezione di materie plastiche.. Lo stampo in plastica è un processo industriale che genera componenti in plastica accurati utilizzando lo stampaggio a iniezione. Questo processo di produzione offre un'elevata efficienza e un buon rapporto qualità-prezzo e consente di creare forme complesse adatte a diverse applicazioni industriali.
Fasi di creazione di uno stampo in plastica
- Iniziare con un software CAD per sviluppare un progetto accurato dello stampo in plastica, che dovrebbe essere il primo passo.
- Lo stampo deve utilizzare come materiali l'acciaio o l'alluminio per le loro caratteristiche superiori di solidità, trasferimento rapido del calore e durata.
- La lavorazione CNC, l'elettroerosione, il bagno e le smerigliatrici devono essere utilizzati per costruire lo stampo in modo da soddisfare i requisiti di progettazione.
- È necessario eseguire una procedura di prova adeguata per determinare se lo stampo funziona correttamente e se soddisfa i requisiti di qualità.
- La produzione di parti in plastica attraverso lo stampo può iniziare dopo aver terminato la fase di test.
Tabella di confronto degli stampi in plastica
| Caratteristica | Scarso concorrente A | Concorrente B | Il nostro stampo in plastica |
|---|---|---|---|
| Durata | Durata di vita inferiore e suscettibile all'usura | Usura regolare | Elevata resistenza e lunga durata |
| Precisione | Risultati incoerenti e precisione limitata | Precisione limitata | Alta precisione in tutte le parti |
| Costo | Costi di produzione elevati | Tasse nascoste | Efficienza dei costi con una chiara struttura dei prezzi |
Casi d'uso comuni per gli stampi in plastica
I produttori di componenti in plastica utilizzano questo materiale per creare cruscotti e pannelli esterni di veicoli e altri componenti automobilistici. Gli stampi in plastica funzionano perfettamente per la realizzazione di involucri e componenti interni di dispositivi elettronici di consumo. Dispositivi medici: Essenziale per la produzione di componenti precisi e sterili nel settore sanitario.
La maggior parte dei prodotti in plastica viene stampata con stampi in plastica. In base alle caratteristiche della plastica stampata, gli stampi in plastica si dividono in stampi termoindurenti e stampi termoplastici.
Per sua natura, uno stampo a iniezione deve soddisfare contemporaneamente una moltitudine di requisiti durante il processo di stampaggio. Per formare un componente in plastica avente la forma della cavità dello stampo, quest'ultimo deve contenere il polimero fuso all'interno della cavità dello stampo. Il calore viene trasferito dalla colata di polimero calda all'acciaio dello stampo, più freddo, per ottenere prodotti stampati a iniezione nel modo più uniforme ed economico possibile. Infine, lo stampo produce un'espulsione abbastanza ripetibile del pezzo, che rende più efficienti gli stampi successivi.
Lo stampo a iniezione deve svolgere queste tre funzioni. contenere la fusione, trasferire il calore ed espellere i pezzi stampati - nonché ulteriori requisiti. Prendendo l'esempio del contenimento della colata di polimero all'interno di uno stampo, è indispensabile che lo stampo resista a forze enormi che possono deviare o aprire lo stampo e che contenga un sistema di alimentazione che indirizzi la colata di polimero dalla macchina di stampaggio a una o più cavità dello stampo.
Inoltre, queste funzioni secondarie possono dare origine a funzioni terziarie quando vengono utilizzati componenti o caratteristiche specifiche dello stampo per realizzarle. Gli stampi a iniezione svolgono una serie di funzioni, ma durante la fase di progettazione devono essere considerati solo un campione delle funzioni primarie e secondarie necessarie. Tuttavia, un progettista esperto è in grado di riconoscere quando le diverse funzioni impongono requisiti contrastanti al progetto dello stampo. Le linee di raffreddamento multiple, strettamente distanziate, possono garantire un raffreddamento efficiente conformandosi alla cavità dello stampo.
Quando si tratta di rimuovere i pezzi, possono essere necessari dei perni di espulsione nei punti in cui non si desidera avere linee di raffreddamento. La progettazione di uno stampo che soddisfi questi requisiti contrastanti è responsabilità del progettista dello stampo. In caso di dubbio, i progettisti alle prime armi tendono a sovradimensionare la progettazione. Questa tendenza porta spesso a stampi grandi, inefficienti e costosi.
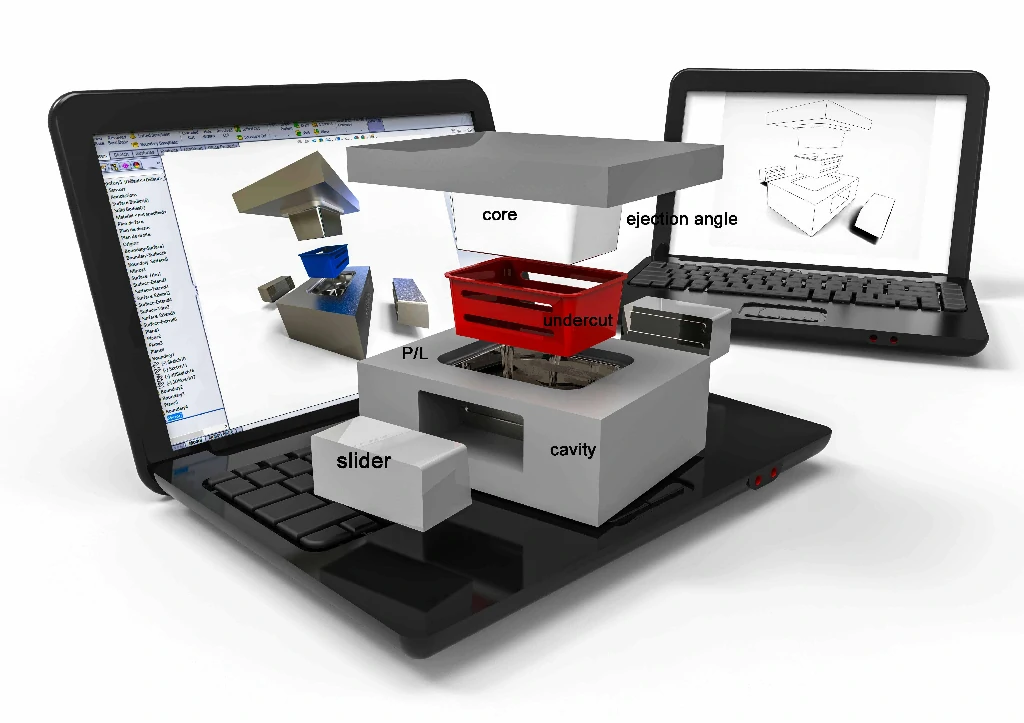
La struttura di uno stampo a iniezione
Gli stampi a iniezione sono disponibili in tutti i tipi di strutture, da quelli a 2 piastre a quelli a canale caldo, a seconda dell'applicazione e dei requisiti di progettazione, ma in genere sono costituiti da questi elementi::
- Basi per stampi Le basi per stampi offrono fondamenta sicure e precise per gli stampi. Lo stampo poggia su questa struttura rigida, tipicamente costruita in acciaio morbido come S50C, P20 o, più costoso, 718, 1.2344.
- Una parte importante di uno stampo è la cavità dello stampoLe cavità dello stampo svolgono un ruolo essenziale nello stampaggio e determinano la forma e le dimensioni dei pezzi stampati. Vengono comunemente utilizzati acciai temprati come il 718, l'1.2738, il NAK 80, il 2344 o l'S136, spesso lavorati con precisione mediante CNC ad alta velocità o elettroerosione a specchio per ottenere risultati impeccabili e privi di difetti.
- Uno stampo a iniezione nucleo determina la forma interna e le caratteristiche del pezzo finito. La cavità dello stampo, la parte esterna che definisce la forma esterna, è solitamente costituita da materiale più resistente per la creazione della forma esterna. Come altra parte della struttura del semistampo, gli inserti dell'anima possono essere collegati a un elemento chiamato metà dell'anima, che si sposta in posizione durante la chiusura e forma la sua forma quando si chiude il semistampo. Come tutti i componenti dello stampo a iniezione, le anime svolgono un ruolo fondamentale nello stampaggio di pezzi finiti basati sulle dimensioni interne e sulle caratteristiche esterne richieste dai produttori del prodotto finale.
- Il materiale fuso entra nella cavità dello stampo attraverso il canale di colata e le guide. Un sistema di regolazione dirige questo flusso con più porte, come porte laterali, porte a punta di spillo, porte dirette, porte sottomarine e canali; le guide fungono da passaggi dalla materozza alla cavità dello stampo attraverso le porte.
- Il materiale fuso entra in una cavità dello stampo attraverso il canale di colata e le guide. A sistema di regolazione dirige questo flusso con più porte, come porte laterali, porte a punta di spillo, porte dirette, porte sottomarine e canali; le guide agiscono come passaggi dalla materozza alla cavità dello stampo attraverso le porte. Il materiale plastico fuso viene iniettato attraverso le porte in uno stampo a iniezione per iniziare a fluire verso l'esterno e la sua dimensione e forma hanno un impatto immediato sulla qualità finale. Le porte dello stampo si trovano in genere sulla superficie delle cavità dello stampo per distribuire uniformemente la plastica fusa prima dell'inizio dello stampaggio; è probabile che vengano utilizzate diverse varietà a seconda dei requisiti di materiale, dimensione e forma del pezzo da produrre.
- Sistemi di raffreddamento aiutano il materiale a solidificarsi nei pezzi stampati, riducendo al contempo la produzione di calore dello stampo, il cui tempo di raffreddamento rappresenta in genere il 70% di ogni ciclo. Pertanto, la loro presenza è assolutamente fondamentale per l'efficacia dei processi di stampaggio a iniezione.
- Sistemi di espulsione sono utilizzati per rimuovere i pezzi raffreddati e solidificati dalle cavità dello stampo. I componenti di un sistema di espulsione comprendono perni di espulsione, barre di espulsione, espulsori ad aria, piastre e altro ancora.
Per i movimenti o le forme complesse dei pezzi, gli stampi a iniezione possono includere anche slitte o sollevatori in aggiunta a questi componenti principali.

In base al processo di stampaggio, il stampo in plastica è suddiviso in
- stampo a iniezione,
- stampo per soffiatura,
- stampo di colata,
- stampo di pressatura e così via.
Il stampo a iniezione comprende due sezioni principali: la metà mobile e la metà fissa.
La metà mobile è montata sul piano mobile dell'apparecchiatura di stampaggio a iniezione e la metà fissa è montata sul piano fisso.
Durante lo stampaggio a iniezione, la metà mobile e quella stazionaria vengono chiuse per sviluppare una struttura di iniezione e una struttura di cavità.
Una volta aperto lo stampo, la metà mobile e la metà stazionaria vengono divise per rimuovere l'oggetto di plastica dallo stampo.
Per ridurre i tempi di progettazione e sviluppo dello stampo, la maggior parte degli stampi per materie plastiche lavora con basi standard.

Il sistema di iniezione e il sistema di formatura dei pezzi sono a diretto contatto con la plastica e cambiano con le diverse plastiche e i diversi prodotti. Questi due sistemi sono le parti più complesse e più varie dello stampo e richiedono la massima finitura e precisione.
Il processo di formatura dei pezzi Si riferisce alla plastica fusa e riscaldata da una macchina per lo stampaggio a iniezione, che viene iniettata nella cavità dello stampo. prodotti stampati. Che si semplifica come chiusura dello stampo - iniezione - pressione - raffreddamento - apertura dello stampo - espulsione.
Che cos'è lo stampo per plastica?
Lo stampo a iniezione di plastica è generalmente composto dalle seguenti parti:
- base dello stampo: in genere scegliere base di stampo standard da fabbriche di produzione di base di stampo standard, come LKM, DME, HUSCO ...
- l'inserto dello stampo: è utilizzato per formare prodotti in plastica; una plastica fabbrica di stampi normalmente si produce da sola; la maggior parte del tempo di lavorazione viene impiegato per la produzione di inserti per stampi.
- Parti ausiliarie dello stampo: Sono inclusi l'anello di posizionamento, la boccola dell'ugello, il pilastro di supporto, la piastra di espulsione, la boccola di guida, il perno di guida, l'anello di sollevamento e così via.
- I quattro sistemi principali:
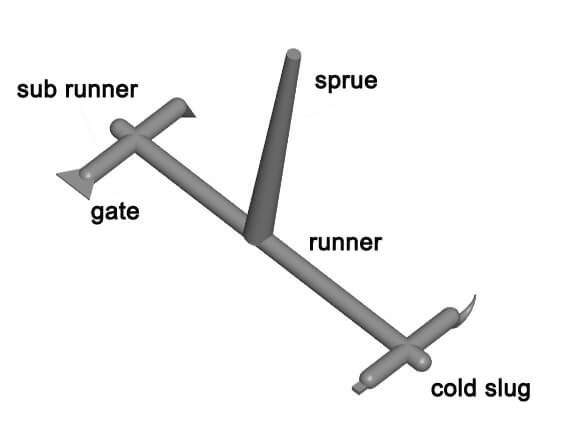
- Sistema di iniezione (runner): Il sistema di iniezione si riferisce alla parte del percorso del flusso prima che la plastica fusa entri nella cavità dall'ugello, includendo il canale principale, il canale freddo, il canale secondario e la porta. È direttamente correlato alla qualità del pezzo stampato e all'efficienza di produzione.
- sistema di espulsione: perni di espulsione, perni delle lame e manicotti.
- sistema di riscaldamento e raffreddamento: canale caldo, dispositivo di preriscaldamento, acqua di raffreddamento;
- sistema di sfiato: fessura di sfiato, sfiato della superficie di separazione, sfiato del perno di espulsione e sfiato dell'inserto;
- meccanismo speciale: se il prodotto presenta un foro sottocutaneo o laterale, lo stampo in plastica deve progettare il meccanismo di trazione dell'anima laterale (detto anche slitta), il meccanismo di trazione dell'anima inclinata (detto anche sollevatore), il cilindro dell'olio (quando la distanza di trazione dell'anima laterale è lunga).
Classificazione dello stampo a iniezione:

- Stampo a 2 piastreLa sua caratteristica è la struttura semplice dello stampo, ma il canale di colata è una parte della parte stampata a iniezione e deve essere rimosso manualmente in un secondo momento; la struttura dello stampo a piastre è ampiamente utilizzata per vari tipi di stampo.
- Stampo a 3 piastre: lo stampo a cancello a punta di spillo e lo stampo a iniezione del tipo a doppia linea di separazione. La caratteristica del cancello è la punta di spillo e la sezione trasversale del cancello è piccola. L'aspetto del pezzo stampato a iniezione è buono e, poiché non richiede la rimozione manuale della porta, è vantaggioso per la produzione di automazione. Tuttavia, la struttura dello stampo a tre piastre è più complessa e il costo è più elevato. È generalmente applicabile a parti in plastica di piccole e medie dimensioni. Il materiale di stampaggio in plastica ha una buona fluidità.
Differenza:
La differenza più significativa tra lo stampo a tre piastre e lo stampo a due piastre è che lo stampo a tre piastre è dotato di una piastra di scorrimento aggiuntiva (rimozione automatica del canale di scorrimento).

Il principale sistema di stampi per plastica
I concetti chiave da considerare nella progettazione di uno stampo sono quattro e le prossime righe forniscono informazioni su come progettare uno stampo.
1.Runner
Per progettare un buon canale di colata, anche la geometria, le dimensioni e il layout devono essere corretti, oltre alla capacità di raffreddamento, all'espulsione e alla riduzione al minimo dei rigurgiti. La cosa migliore è riempire tutte le cavità in una volta sola, utilizzando un sistema di canale bilanciato per ridurre al minimo il tempo di ciclo e garantire la massima integrità dimensionale del prodotto stampato.
Le piste lunghe e sottili o qualsiasi pista a forma di mezzaluna o semicerchio devono essere riempite a pressioni più elevate per evitare che lo stampo si raffreddi prematuramente e provochi pezzi incompleti. La lunghezza di una pista lunga e spessa comporta un aumento della riaffilatura, che a sua volta riduce l'efficienza del processo di stampaggio.
Nei casi in cui le intersezioni delle guide siano dotate di perni di espulsione posizionati in modo da poter essere espulsi con una forza sufficiente, l'espulsione della guida dovrebbe essere comunque possibile. Sulla porzione di stampo con espulsore, è preferibile che le guide siano installate in modo da poter essere espulse con l'espulsore.
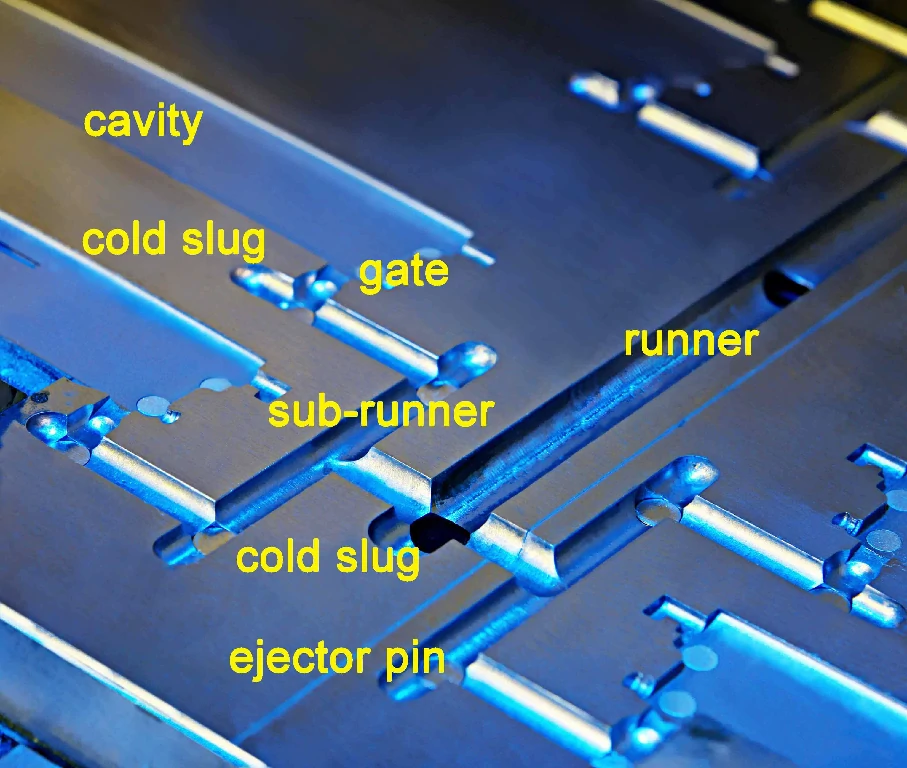
Corridore principale
Si tratta di una parte dello stampo che collega l'ugello della pressa a iniezione al canale di colata. La parte superiore del canale di colata è concava per consentire il contatto con l'ugello.
Il diametro di un'estremità del canale di colata deve essere leggermente più grande della dimensione dell'ugello (0,8 mm) per evitare un flusso eccessivo ed evitare che le due parti si intasino a causa di un posizionamento errato.
La dimensione di un'estremità è determinata dalle dimensioni dell'articolo, generalmente 4-8 millimetri. La dimensione della guida deve essere aumentata verso l'interno con un angolo di 3°-5° per favorire l'espulsione delle guide.
Oltre alla geometria, alle dimensioni e al layout corretti del canale di colata, un buon canale di colata deve anche raffreddarsi rapidamente, essere espellibile e avere una quantità minima di rimacinato. Per il riempimento simultaneo di tutte le cavità, è necessario un sistema di canali equilibrato, che riduce al minimo il tempo di ciclo e consente al prodotto stampato di rimanere dimensionalmente intatto.
Le guide lunghe e sottili o le guide a mezza luna richiedono pressioni di iniezione più elevate per garantire che i pezzi non vengano resi incompleti se lo stampo si raffredda troppo rapidamente. Le piste lunghe e spesse comportano una maggiore quantità di rimacinato, che riduce l'efficacia dell'operazione. I perni di espulsione devono essere posizionati in modo da espellere i canali di colata alla convergenza dei canali freddi.
Le guide devono essere installate nella metà centrale dello stampo in modo che l'espulsore sia in grado di spingerle fuori dallo stampo.
Sub-runner
Si tratta sostanzialmente di un piccolo canale che unisce il canale primario e ogni cavità per la costruzione di uno stampo per materie plastiche a più cavità. Per fare in modo che la resina fusa occupi la cavità a velocità equivalente, la disposizione delle guide dello stampo deve essere simmetrica ed equidistante.
La forma e le dimensioni della guida di scorrimento influiscono sul flusso del materiale plastico fuso, sullo scarico dell'articolo e sulla costruzione dello stampo. In molti casi, per la progettazione delle guide si utilizzano sezioni trapezoidali o semicircolari, che vengono lavorate sulla metà dello stampo per spingere il perno di espulsione.
L'esterno della guida di scorrimento deve essere rifinito in modo da ridurre al minimo la resistenza al flusso per ottenere una maggiore velocità di riempimento. Le dimensioni del canale di scorrimento variano a seconda del tipo di materiale plastico, delle dimensioni e dello spessore dell'articolo.
Per la maggior parte dei materiali termoplastici, la circonferenza della sezione trasversale del canale non supera gli 8 millimetri, massimo 10-12 millimetri, minimo 2-3 millimetri. La sezione trasversale deve essere ridotta al minimo per ridurre l'abuso di resina e abbreviare il periodo di raffreddamento.

Lumaca fredda
Si ritiene che un canale prolungato situato all'estremità del canale principale catturi la resina fredda tra i due cicli, evitando così il possibile blocco del canale principale o della porta.
Se la resina fredda si fonde direttamente nella cavità, le sollecitazioni interne deriveranno probabilmente dall'oggetto stampato a iniezione.
Il proiettile freddo ha un diametro di circa 8,5-10,5 mm e una profondità di 6,5 mm. Per favorire l'espulsione, la base viene solitamente afferrata da un estrattore. La punta dell'estrattore deve essere creata in modo tale da essere un fermo a zig-zag o una fessura depressa per garantire che il proiettile freddo possa essere facilmente rimosso nel corso dell'espulsione.
2. Controllo della temperatura per il raffreddamento
Quando lo stampo a iniezione viene riempito di plastica, deve essere raffreddato in modo che la plastica possa solidificarsi e mantenere la sua forma. Esistono vari modi per raffreddare uno stampo a iniezione e il metodo più efficace dipende dalle dimensioni e dalla forma dello stampo.
Per soddisfare le esigenze di temperatura dello stampo nella procedura di stampaggio a iniezione, è necessaria una tecnologia di controllo della temperatura per regolare il livello di calore dello stampo.
Per stampi a iniezione per iniettare termoplasticaIl sistema di raffreddamento è solitamente costruito per raffreddare lo stampo. Il metodo più diffuso per il raffreddamento degli stampi consiste nel trapanare le linee dell'acqua di raffreddamento all'interno dello stampo e lavorare con un liquido fresco in movimento per eliminare il calore dello stampo.
Oltre a riscaldare lo stampo, è necessario considerare il liquido o il vapore caldo all'interno delle linee dell'acqua e montare una barra di riscaldamento all'interno e intorno allo stampo.
Il raffreddamento dello stampo è un parametro essenziale per determinare la qualità del prodotto consegnato al cliente in termini di integrità dimensionale, proprietà fisiche, finitura superficiale, ritiro e resistenza delle linee di saldatura.
Un raffreddamento irregolare all'interno di una cavità lunga comporta un cattivo controllo della deformazione. È indispensabile raffreddare tutti i perni d'anima, soprattutto se il rapporto tra lunghezza e diametro dell'anima è superiore a quattro. I perni d'anima caldi causano imperfezioni superficiali e prolungano il processo di stampaggio.
L'efficienza di trasferimento del calore di uno strato d'acqua sui perni è molto più elevata di quella dello strato d'aria. I perni di espulsione per le resine flessibili devono essere raffreddati prima dell'espulsione.
La possibilità di controllare la temperatura dell'area del perno di estrazione della materozza riduce il tempo necessario per il ciclo dello stampo e il numero di interruzioni durante il processo di espulsione.
Per un controllo efficace della temperatura, il flusso del fluido deve essere ad alto volume e turbolento.
Per impedire la corrosione all'interno delle linee d'acqua si utilizzano piastre di stampo in acciaio inossidabile; altri modi per prevenire la corrosione sono la placcatura del canale di raffreddamento o l'aggiunta di inibitori di ruggine nell'acqua. Le piastre dello stampo devono essere sufficientemente spesse per accogliere i canali di raffreddamento di dimensioni adeguate.
alcuni fatti:
I sistemi di raffreddamento degli stampi a iniezione devono tenere conto, in fase di progettazione, della posizione delle linee di raffreddamento. Idealmente, 12-18 mm tra il riempimento e il refrigerante nella cavità. I centri delle linee del refrigerante devono essere distanziati di circa 5D..
Inoltre, le linee di raffreddamento non deve essere collocato in prossimità del punto in cui i flussi di fusione si incontranoperché può ostacolare il flusso plastico.
Un altro fattore da considerare è la lunghezza dei canali del refrigerante. Più lungo è il canale del refrigerante, più difficile è la lavorazione e peggiore è l'effetto di raffreddamento. Il numero di gomiti della linea di raffreddamento non dovrebbe essere superiore a cinque. Anche la distanza tra i tubi non deve essere inferiore a 30 mm.
larghezza dello stampo rispetto al diametro del canale di raffreddamento
| Larghezza dello stampo | Diametro del canale di raffreddamento |
| larghezza < 200 mm | 5-6 mm (o 3/16″-1/4″) |
| 200 mm<larghezza<400 mm | 6-8 mm (o 1/4″ - 5/16″) |
| 400mm<larghezza<500mm | 8-10 mm (o 5/16″-3/8″) |
| 500 mm<larghezza | 10-13 mm (o 3/8″-1/2″) |
Quando si progetta un sistema di raffreddamento per stampi a iniezione, occorre considerare anche il tipo di raffreddamento utilizzato per il nucleo dello stampo. L'inserto è la parte dello stampo che contiene le cavità per l'iniezione della plastica.
Se il diametro dell'inserto è inferiore a 10 mmÈ possibile utilizzare il raffreddamento naturale. Utilizzando la convezione, il calore può essere dissipato senza linee di raffreddamento speciali.
È possibile utilizzare il raffreddamento ad intarsio per gli inserti delle anime con un diametro compreso tra 10 e 15 mm. Grazie alla lavorazione di canali nel nucleo stesso, il nucleo viene raffreddato dall'interno.
Per raffreddare gli inserti al cuore con diametri compresi tra 15 e 25 mmSi può utilizzare un sistema di raffreddamento a getto. In questo sistema, un ugello spruzza il refrigerante direttamente sul nucleo dello stampo.
Per gli inserti centrali è possibile utilizzare un sistema di vescica di raffreddamento + distanziatore. diametro compreso tra 25 e 40 mm. I distanziatori vengono utilizzati per mantenere la vescica in posizione mentre viene riempita di refrigerante.
Il refrigerante non può essere guidato attraverso uno stampo a iniezione con un grande diametro dell'inserto (superiore a 40 mm) e una piccola altezza (inferiore a 40 mm). I sistemi a piastra di raffreddamento sono migliori in questa situazione. Il nucleo dello stampo viene raffreddato da una piastra di raffreddamento posizionata sulla parte superiore. Il refrigerante scorre intorno al nucleo dello stampo attraverso i canali della piastra.
Il tipo di refrigerante utilizzato nel sistema di raffreddamento di uno stampo a iniezione è l'ultima considerazione. L'acqua è il refrigerante più comune, ma esistono anche opzioni come olio, aria e CO2.
La forma più efficace di refrigerante è l'acqua, ma se non viene filtrata correttamente può causare corrosione.
La corrosione non si verifica quando si usa l'olio al posto dell'acqua.
Il refrigerante più inefficace è l'aria, ma è anche il più sicuro, in quanto privo di corrosione.
Tuttavia, la CO2 è il tipo di refrigerante più costoso.
Affinché il sistema di raffreddamento di uno stampo a iniezione sia efficace ed efficiente, è essenziale considerare tutti questi fattori.
3.Sfiato
Si tratta di una scanalatura non profonda praticata nello stampo per liberare l'aria all'interno della cavità o il materiale plastico morbido introdotto.
Se la resina fusa viene sparata nella cavità, l'aria intrappolata nella cavità deve essere rilasciata fuori dallo stampo attraverso le scanalature all'estremità del fronte dello streaming.
Oppure, l'articolo avrà probabilmente dei vuoti all'interno (soprattutto per lo stampaggio a iniezione di resine trasparenti), linee di saldatura vulnerabili, pallini non completati -. Forse l'accumulo di aria produrrebbe temperature troppo elevate a causa dell'alta pressione, rendendo l'oggetto carbonizzato.

Le scanalature di sfiato possono essere situate sia all'estremità del flusso di fusione che sul lato P/L dello stampo. Quest'ultimo punto è una scanalatura poco profonda, con una profondità di 0,03-0,2 mm e una larghezza di 2-6,5 mm, tagliata sul lato della cavità dello stampo in plastica.
Le scanalature di sfiato non faranno fuoriuscire la resina molto fusa durante la ripresa, poiché la resina fusa si raffredderà in questo punto e si rapprenderà nelle scanalature. La posizione delle scanalature di sfiato non deve essere rivolta verso l'operatore per evitare un'inattesa fuoriuscita di resina fusa. Lo spazio tra i perni di espulsione e il foro di espulsione, tra la piastra di estrazione della barra di espulsione e l'inserto dell'anima, può essere un metodo per rilasciare l'aria.
dimensioni delle fessure di sfiato degli stampi in plastica:
| Materiale plastico | Profondità della fessura (mm) | Materiale plastico | Profondità della fessura (mm) |
|---|---|---|---|
| PE | 0.02 | ABS | 0.03 |
| PA (GF) | 0.03-0.04 | PC | 0.04 |
| PP | 0.02 | SAN | 0.03 |
| PA | 0.02 | PBT (GF) | 0.03-0.04 |
| PS | 0.02 | ASA | 0.03 |
| PC (GF) | 0.05-0.07 | PBT | 0.02 |
4.Espulsione
I perni di espulsione, i manicotti, gli anelli di sparo o le piastre di sparo devono funzionare senza ostruzioni per ottenere un'espulsione uniforme.
Un sistema di espulsione guidata consente un allineamento preciso dell'anima e dei perni e sopporta i carichi in modo che i perni non si usurino e non si disallineino. Un sistema di ritorno anticipato è un'altra caratteristica di sicurezza da includere.
Il sistema di ritorno anticipato porta tutti i perni di espulsione in posizione di riposo prima che lo stampo si chiuda, evitando il contatto accidentale con l'espulsore non completamente rientrato. Ogni stampo che incorpora perni di espulsione o manicotti sotto le guide deve essere dotato di un perno di protezione.
Per evitare che i perni di espulsione si scontrino con le guide, questo blocco li fissa in posizione retratta. Gli stampi per materie plastiche dovrebbero utilizzare sistemi di espulsione speciali per i pezzi costituiti da sezioni flessibili, sottili e profonde, difficili da espellere.
Come scegliere l'acciaio per stampi in plastica:
| vita dello stampo | <0.2 million | 0,2-0,5 milioni | 0,5-1 milioni | > 1 milione |
|---|---|---|---|---|
| inserto in acciaio | P20/PX5 738 | NAK80/718H | SKD61/TDAC(DH2F) | AIASA420/S136 |
| durezza dell'inserto | (30±2)HRC | (38±2)HRC | (52±2)HRC | (60±2)HRC |
| acciaio di base | S55C | S55C | S55C | S55C |
| durezza della base | (18±2)HRC | (18±2)HRC | (18±2)HRC | (18±2)HRC |
Processo di sviluppo dello stampo

La figura precedente illustra e descrive un processo di sviluppo iterativo dello stampo come quello comunemente utilizzato nella progettazione degli stampi, dal momento che i livelli di interazione tra la progettazione del prodotto, la progettazione dello stampo e il processo di stampaggio a iniezione sono notevolmente più elevati.
Per ridurre i tempi di sviluppo di un prodotto, è comune che la progettazione del prodotto e quella dello stampo avvengano contemporaneamente. È vero che un progettista di prodotti può facilmente stimare il costo di un progetto preliminare di un pezzo solo considerando le dimensioni, lo spessore e il materiale del pezzo finale.
Nel caso in cui sia possibile sviluppare un progetto di stampo sulla base di queste informazioni, verrà creato un progetto preliminare di stampo e verrà fornita un'offerta preliminare.
Gli stampatori dovranno progettare uno stampo grezzo per fare questo preventivo preliminare. Oltre a progettare lo stampo grezzo, gli stampatori dovranno stimare le variabili critiche della lavorazione, come il tonnellaggio della pinza, la frequenza oraria della macchina e i tempi di ciclo.
Una volta accettato il preventivo, si può iniziare la progettazione.
Prima di tutto, il progettista dello stampo prenderà in considerazione molti fattori prima di tracciare il progetto dello stampo, come il tipo di stampo, il numero di cavità e la loro posizione, nonché le dimensioni e lo spessore.
Una volta fatto ciò, è necessario progettare ciascuno dei sottosistemi dello stampo, il che a volte significa riprogettare sottosistemi già progettati.
In alcuni casi, potrebbe essere necessario riprogettare il sistema di raffreddamento, a seconda della posizione degli espulsori.
Quando il progetto dello stampo è completamente sviluppato, la base dello stampo e gli altri materiali possono essere personalizzati e ordinati contemporaneamente per ridurre i tempi di sviluppo.
L'approccio dell'ingegneria concorrente non deve essere utilizzato per progettare aspetti sfocati del prodotto. In effetti, molti produttori di stampi ordinano la base dello stampo e le piastre al momento della conferma dell'ordine, in modo che arrivino nel momento e nel luogo giusti.
Grazie a queste pratiche di concurrent engineering, i tempi di realizzazione tipicamente associati allo sviluppo degli stampi si misurano ora in settimane anziché in mesi.
Per generazioni, i produttori di stampi hanno creato stampi a un ritmo più veloce per soddisfare le esigenze dei loro clienti, che tradizionalmente hanno pagato di più per servizi più rapidi.
In un contesto di crescente concorrenza, i clienti chiedono con sempre maggiore insistenza garanzie sulla qualità degli stampi e sui tempi di consegna, applicando penali in caso di mancato rispetto delle date di consegna o di livelli di qualità scadenti.
Per verificare la funzionalità di base di uno stampo, si effettuano prove di stampaggio dopo che lo stampo è stato progettato, lavorato, lucidato e assemblato.
Se non sono presenti carenze evidenti, le forme vengono campionate e la loro qualità viene valutata in relazione alle specifiche. Quando lo stampo e il processo di stampaggio sono buoni, possono produrre un buon prodotto, ma devono essere messi a punto per aumentarne la qualità e ridurre il costo del prodotto.
In alcuni casi, tuttavia, gli stampi presentano "difetti fatali" che non sono facilmente riparabili e che possono richiedere lo scarto e la progettazione di uno stampo completamente nuovo.
Elementi di uno stampo in plastica
I progettisti e le persone interessate a creare uno stampo devono rendersi conto che gli stampi sono fondamentalmente costituiti da una serie di elementi diversi tra i quali scegliere un design appropriato per l'uso:
1. Determinazione delle cavità con le relative anime (gli stampi possono avere fino a 144 cavità per uno stampo per preforme).
2. Un condotto per il trasporto delle materie plastiche (calde) dall'ugello della macchina alla cavità dello stampo.È possibile scegliere tra
- Corridori freddi (due o tre piastre)
- Canali caldi (di vario tipo)
3. Ventilazione: è possibile scegliere tra lo sfiato naturale e lo sfiato a vuoto.
4 Un sistema di raffreddamento progettato per consentire l'espulsione del prodotto stampato dalla cavità.
5. Sono previste varie opzioni per l'espulsione dell'articolo stampato: tra queste, le seguenti
- Rimozione a mano
- Manicotti e perni per espulsori
- Spogliarellista
- Espulsione per via aerea
- Forza di espulsione
- Vari metodi di rimozione del prodotto all'interno dello stampo
- Metodi di rimozione automatica
6. Fissare lo stampo alla macchina: sono disponibili diversi metodi
- Gli stampi sono limitati a una macchina
- Lo stampo può essere utilizzato su più di una macchina
- Facili opzioni di cambio stampo
7. Allineamento delle cavità e dei nuclei: si possono utilizzare i seguenti metodi:
- Nessuna funzione di allineamento
- Boccole e perni in ottone (2, 3 o 4)
- Perni di guida e boccole tra le piastre dei perni di espulsione
- Bloccaggio della conicità tra le singole cavità e anime
8. In questo caso sarebbe necessario un certo numero di piastre (di stampo) per supportare e sostenere gli elementi di cui sopra.
Sebbene ciascuna di queste caratteristiche possa aumentare il costo di uno stampo (spesso in modo significativo), esse possono anche migliorare la produttività di uno stampo e ridurre il costo di un prodotto.
Se state cercando di scegliere lo stampo più adatto (e più economico) per una particolare applicazione, questi fattori potrebbero non essere tutti necessari.
Porte per stampi in plastica:
Il cancello dello stampo in plastica si riferisce a un percorso di flusso breve tra il canale e la cavità, che rappresenta l'ingresso della resina nella cavità.
Si tratta di un canale che collega il canale di scorrimento alla cavità.
La sezione trasversale della paratoia può essere uguale a quella della guida, ma di solito è ridotta. Si tratta quindi della parte più piccola dell'intero sistema di guide. La progettazione del gate è legata alle dimensioni, alla forma, alla struttura dello stampo, alle condizioni di iniezione e alle proprietà delle parti in plastica.
Il ruolo del cancello :
- Può controllare la portata:
- La solidificazione precoce della massa fusa in questa parte può impedire il flusso all'indietro:
- Il materiale fuso che lo attraversa è sottoposto a un forte taglio per aumentare la temperatura; in questo modo, la viscosità si abbassa per aumentare la fluidità:
- Potrebbe facilitare la separazione dei prodotti e del sistema di scorrimento.

La forma, le dimensioni e la posizione del cancello dipendono dalla plastica, dalle dimensioni e dalla struttura dell'articolo. La forma della sezione trasversale del cancello è rettangolare o circolare, l'area della sezione trasversale deve essere piccola e la lunghezza deve essere breve.
In genere, la posizione del cancello deve essere scelta nel punto in cui il prodotto è più spesso, senza comprometterne l'aspetto. La forma, la quantità, le dimensioni e la posizione della porta influiscono notevolmente sulla qualità delle parti in plastica. La scelta della porta è quindi uno dei punti chiave nella progettazione degli stampi per materie plastiche.
Cancello diretto

- Pro:
1) perdita di bassa pressione;
2) l'elaborazione è semplice.
- Contro:
1) la sollecitazione in prossimità della porta è elevata e la sollecitazione del prodotto è irregolare e facile da deformare.
2) è necessario rimuovere manualmente il cancello con un lavoro supplementare. Inoltre, il cancello lascerà segni evidenti sulla superficie del prodotto.
Applicazione:
1) è adatto per pezzi a forma di botte grandi e profondi. Per i pezzi lisci, è soggetto a deformazioni dovute al ritiro e alle sollecitazioni.
2) per i pezzi che non possono avere segni di cancello sulla superficie, il cancello può essere inserito nella superficie interna del pezzo, che è uno stampo invertito.
cancello laterale

- Pro:
1) forma semplice e facile da lavorare.
2) è più facile rimuovere il cancello.
- Contro:
1) Il cancello non può separarsi automaticamente dal prodotto.
2) la parte in plastica lascerà i segni del cancello sulla parte in plastica, ovviamente
Applicazione:
Adatto per tutti i tipi di pezzi, ma non per quelli a profilo lungo.
cancello pinpoint

- Pro:
1) La posizione del cancello potrebbe essere impostata sulla superficie più ampia;
2) il cancello può essere separato automaticamente dalla parte.
3) il cancello è piccolo, e il cancello segna la colla è piccolo.
4) le sollecitazioni in prossimità del punto di iniezione sono ridotte e le parti stampate a iniezione non si deformano facilmente.
- Contro:
1) la pressione di iniezione è elevata e non è adatta all'utilizzo di materiali plastici con scarsa fluidità.
2) in genere si utilizza una struttura di stampo a 3 piastre, la struttura dello stampo è complessa e il costo è elevato.
Applicazione:
Poiché è possibile progettare più punti di iniezione, viene spesso utilizzato per i pezzi di conchiglia con una superficie più ampia.

- Pro:
1) quando la plastica passa attraverso il cancello, la plastica fusa si distribuisce in modo più uniforme nella direzione trasversale e riduce le sollecitazioni interne.
2) impedire l'ingresso di aria nella cavità ed evitare difetti, come striature e bolle d'argento.
- Contro:
1) la parte non può essere separata automaticamente dal cancello.
2) il materiale rimanente del cancello rimarrà sulla parte in plastica e dovrà essere rifilato manualmente.
Applicazione:
Comunemente utilizzato per produrre lastre sottili e parti larghe, e materiali poco fluidi, come PC, PMMA, ecc.
porta sottomarina (impostata su perni di espulsione o nervature)

- Pro:
1) la scelta della posizione del cancello è più flessibile;
2) il cancello può essere separato automaticamente dalla parte in plastica.
3) È possibile applicare sia la matrice a due piastre che quella a tre piastre.
4) il cancello si può separare dalla parte in plastica senza post-trattamento del cancello stesso
5) la posizione del cancello è all'interno delle parti in plastica e non influisce sull'aspetto del pezzo.
- Contro:
1) l'area torbida è difficile da rimuovere.
2) dovrebbe tagliare artificialmente le reliquie ridondanti del cancello;
3) la perdita di pressione dalla porta alla cavità è grande.
4) l'aspetto della superficie della parte in plastica può presentare segni di impronte digitali.
5) il processo di lavorazione è complesso;
6) il design irragionevole porterebbe facilmente alla rottura del cancello e al blocco del canale del cancello.
Applicazione:
È adatto a parti in plastica dall'aspetto esterno, senza segni di cancello.
Comunemente utilizzato per ABS, HIPS, non utilizzato per POM, PBT e altri materiali cristallini, inadatto anche per PC, PMMA e altri materiali rigidi, il design deve impedire che il gate dell'arco si rompa e blocchi il gate.
Cursori e sollevatori
Qualsiasi struttura che ostacoli l'apertura dello stampo o l'espulsione viene definita sottosquadro. Il modo in cui per gestire il sottotaglio sullo stampo comprende cursori, sollevatori, estrazione dell'anima, rotazione degli ingranaggi, ecc.
I più utilizzati sono i cursori e i sollevatori.
cursoreIl cursore può essere impostato sulla piastra dello stampo statico o di movimento; i cursori sulla piastra di movimento sono i più utilizzati.
Il cursore è generalmente costituito da un corpo di scorrimento, un blocco di bloccaggio (tallone), Gibbs, un perno a camma (perno angolare), un blocco resistente all'usura, una molla e così via.

- sollevatore
Il sollevatore viene generalmente utilizzato per gestire il sottosquadro all'interno della parte in plastica. Allo stesso tempo, il cursore tratta generalmente il sottosquadro esterno delle parti in plastica, ma la struttura del sollevatore è più semplice di quella del cursore.
Il sollevatore ha la funzione di liberare il sottosquadro interno delle parti in plastica e può anche svolgere il ruolo di espulsione.
Pertanto, la progettazione del sollevatore sullo stampo riduce generalmente la disposizione dei perni di espulsione.
Il sollevatore comprende un corpo superiore inclinato, una boccola di guida, una sede del sollevatore e un blocco resistente all'usura.
Il costo dello stampaggio a iniezione di plastica
Le dimensioni, il materiale e il numero di cavità determinano il prezzo degli stampi per materie plastiche. Il costo di uno stampo a iniezione è solitamente compreso tra $300 e $5000 per cavità. Moltiplicando il numero di cavità per il prezzo per cavità, è possibile calcolare il prezzo di uno stampo a iniezione.
Il prezzo di uno stampo a iniezione è influenzato da molti fattori. Di seguito sono riportati alcuni esempi:
Diverse dimensioni dello stampo
Le dimensioni di uno stampo a iniezione di plastica svolgono un ruolo importante nel determinare il suo costo. All'aumentare delle dimensioni dello stampo, aumenta anche il suo prezzo. Ad esempio, se si devono produrre molti prodotti, è necessario uno stampo di grandi dimensioni. L'acquisto di uno stampo di piccole dimensioni è una buona opzione se si desidera realizzare una piccola quantità di prodotti in una sola volta. Le dimensioni di uno stampo influenzano anche i tempi di produzione. L'acquisto di uno stampo di grandi dimensioni consente di produrre grandi quantità di prodotti in una sola volta. In questo modo si possono risparmiare tempo e denaro.
Parti in plastica di dimensioni e complessità diverse
I pezzi in plastica devono essere considerati anche per le loro dimensioni e complessità. Gli stampi con design semplici possono essere utilizzati se si vuole produrre un numero ridotto di prodotti. Per realizzare grandi quantità di prodotti in una sola volta, è necessario acquistare uno stampo con design intricati e di livello avanzato. Poiché richiedono più tempo e impegno da parte del produttore, questi tipi di stampi sono anche più costosi di quelli semplici.
Materiali per stampi
È importante anche considerare il tipo di materiale dello stampo. Plastica, acciaio e alluminio sono tutte opzioni. La resistenza e la lunga durata dell'acciaio lo rendono una scelta popolare, ma il suo prezzo può essere più elevato rispetto ad altri materiali. Un'altra opzione è l'alluminio, che è leggero, più economico e meno resistente dell'acciaio. L'opzione meno costosa è la plastica, ma è fragile e meno resistente di altri materiali. La scelta del materiale dello stampo dipende dal budget, dal tipo di prodotto che si sta realizzando e dalla sua durata.
Numeri di cavità
Le cavità dello stampo sono il numero di spazi separati all'interno dello stampo. Il numero di cavità può essere uno, due o otto, a seconda delle esigenze. Una cavità è probabilmente l'opzione migliore se si realizzano pochi prodotti alla volta e non si dispone di un budget elevato per gli stampi.
Corridore a caldo vs. Corridore a freddo: Qual è la differenza?
I sistemi di stampaggio a iniezione a canale caldo erogano la colata di plastica allo stampo riscaldando l'ugello, che viene utilizzato per lo stampaggio a iniezione. A differenza di un sistema a canale caldo, un sistema a canale freddo utilizza un ugello non riscaldato per convogliare la colata di plastica allo stampo.
Diversi tipi di acciaio per stampi
L'acciaio per stampi è disponibile in molti tipi e ognuno ha i suoi pro e contro. I vari acciai hanno diverse caratteristiche di resistenza, durezza, resistenza alla corrosione, ecc. Ad esempio, l'acciaio inossidabile è molto più indicato per le applicazioni di stampi che richiedono una minore usura rispetto all'acciaio al carbonio, poiché non arrugginisce.
Le parti dello stampo hanno durezza diversa
Quando si sceglie l'acciaio per gli stampi si devono considerare tre gradi di durezza: HRA, HRC e HRB. HA è l'acronimo di acciaio temprato e ricotto; questo tipo di acciaio è stato raffreddato con sali fusi per indurirlo, ma non richiede il rinvenimento o la distensione dopo la tempra. A causa della natura fragile di questi componenti, possono rompersi facilmente quando vengono assemblati negli stampi o quando vengono fatti scorrere nelle macchine.
Strutture di stampo diverse hanno standard diversi
L'Organizzazione Internazionale per la Standardizzazione (ISO) e l'American Society of Mechanical Engineers (ASME) hanno requisiti diversi per l'acciaio HRA. Per garantire che i componenti realizzati in acciaio temprato e ricotto non si pieghino o si rompano facilmente durante il funzionamento, l'ASME richiede una classificazione HRC di almeno 20.
MANUALE DELLO STAMPO PER PLASTICA
Risoluzione dei problemi di progettazione degli stampi in plastica
Per riassumere le cause e le cure dei difetti dei componenti stampati a iniezione, si consiglia di consultare la tabella seguente.

| PROBLEMA | MOTIVO |
|---|---|
| 1. Colpo corto | I pezzi in plastica prodotti dalle aziende di stampaggio a iniezione presentano bordi irregolari e incompleti. Di solito si verifica nel punto più lontano del cancello, alle radici delle nervature sottili e lunghe. |
| 2, Restringimento | Occasionalmente, un luogo 1. quando lo spessore del materiale è irregolare, 2. sezione spessa della parte stampata a iniezione, 3. sezione boss e nervature. A causa del ritiro, le parti in plastica si ammaccano, sono irregolari e ondulate in condizioni di scarsa illuminazione. |
| 3, Flash | Un bordo del pezzo con un sottilissimo strato di plastica si trova spesso nelle seguenti posizioni 1. Linea di separazione; 2. Anima mobile; 3. Posizione del perno di espulsione, posizione del foro, posizione dello scatto. Linea di separazione; 2. Anima in movimento; 3. Posizione del perno di espulsione, posizione della borchia, posizione del foro, posizione dello snap |
| 4. Bolle di sapone | Le bolle sulla superficie della plastica hanno un colore diverso da quello circostante e sono tipiche 1. delle bolle causate da gas, aria e acqua-gas che non vengono rilasciate in tempo. 2. bolle causate dal ritiro. Le bolle nella parte trasparente sono particolarmente evidenti. |
| 5. Linea di saldatura | Quando più fronti di flusso fuso coincidono tra loro, sulla superficie di un pezzo in plastica compare un segno di saldatura profondo. Questo fenomeno si verifica soprattutto alla confluenza di più fronti di flusso fuso. |
| 6, Bruciatura | non è una superficie piatta. Di solito si tratta di macchie scure o nere; di solito si trovano in sezioni in cui è difficile riempire e intrappolare facilmente il gas. |
| 7, Macchie nere | sulla superficie delle parti in plastica sono evidenti impurità nere, causate principalmente dall'uso di materiali misti. |
| 8. Decolorazione | La leggera differenza di colore tra la parte in plastica reale e il colore richiesto è molto evidente e generalmente è dovuta al fatto che il pigmento non è corretto, il rapporto di miscelazione non è corretto o lo stampo è impostato alla temperatura sbagliata. |
| 9. Rughe | Le parti in plastica presentano linee ondulate sulla superficie causate dal raffreddamento della resina che scorre. |
| 10. Deformazione | Le parti in plastica presentano distorsioni, ondulazioni, curve, e questo è particolarmente frequente nelle bugne, nelle nervature e nelle parti a iniezione di forma rotonda. Queste caratteristiche sono particolarmente comuni nello stampaggio a iniezione di PP. |
| 11. Materiali sbagliati | A differenza dei materiali specificati, quello qui presente può essere identificato controllando l'etichetta della confezione, la densità, la continuità di combustione, il colore della fiamma, il colore del fumo e la lunghezza delle fiamme. |
| 12. Aderire allo stampo | Il pezzo di plastica incompleto che rimane nella cavità, a differenza del colpo corto, o a causa della mancata progettazione del sistema di espulsione dello stampo, il pezzo di plastica è difficile da espellere dalla cavità, in genere nelle aree a parete sottile, nelle bugne e negli incastri. |
| 13. Gratta e vinci | La superficie delle parti in plastica sfrega contro la superficie della cavità durante l'espulsione, per cui molte di esse presentano graffi sulla superficie. |
| 14, Sovraflusso | È causata generalmente da un danno alla cavità e si verifica sulla sezione attiva, sulle boccole, sui perni di espulsione e sulla superficie di separazione. |

Sono lieta che il mio sito web possa essere d'aiuto.
Grazie per avermi aiutato a saperne di più sugli stampi in plastica! Mio padre colleziona modelli in plastica e sono curioso di sapere come vengono realizzati. Trovo interessante che il sistema di iniezione e di formatura dei pezzi possa modificare l'aspetto della plastica. Dovrei condividere questo argomento con mio padre, in modo che anche lui possa capire come vengono realizzati.
Lo farò, grazie per le informazioni.
grazie per le informazioni