






Canal principal, canal de alimentación y entrada: explicación del sistema de alimentación de los moldes de inyección

En canal de colada, canal de distribución y entrada de colada son las tres secciones de un molde de inyección sistema de alimentación — los canales que transportan el plástico fundido desde la boquilla de la máquina hasta la cavidad de la pieza. El canal de entrada es el conducto vertical, el canal de distribución distribuye el material fundido a través de la placa del molde hacia cada cavidad, y la entrada es la abertura estrecha y controlada por la que el material fundido entra en la cavidad. El diseño de estos tres elementos controla directamente la presión de llenado, el tiempo de ciclo, el aspecto de la pieza, la tasa de desechos y el coste unitario; por eso se deciden durante el diseño del molde, y no después.
Por qué el sistema de alimentación es importante para el coste de tus piezas
El sistema de alimentación genera material “perdido” en cada inyección con canal frío. Este material debe plastificarse en el cilindro y, a continuación, triturarse o desecharse, por lo que consume capacidad de la máquina sin convertirse en una pieza comercializable. En el caso de los componentes pequeños, el bebedero y los canales pueden suponer 50% o más del peso total del tiro, y el sistema de subprocesos por sí solo puede ser responsable de más de un tercio de la presión necesario para llenar el molde.
Esto plantea un dilema técnico constante. Los canales demasiado pequeños aumentan la presión de llenado y pueden provocar un llenado insuficiente de la pieza; los canales demasiado grandes desperdician material, alargan el tiempo de enfriamiento y aumentan el coste del material triturado y de la energía. Un buen diseño del sistema de alimentación busca la sección transversal más pequeña que permita, aun así, llenar y compactar la cavidad de forma fiable. En el caso de los programas de gran volumen, aquí es también donde un sistema de canal caliente Se evalúa con el fin de eliminar por completo los residuos de los canales de colada.
| Característica | Función | Factor principal que determina el diseño | Valores de referencia habituales |
|---|---|---|---|
| Colada | Conecta la boquilla al canal de inyección / a la pieza | Tiempo de enfriamiento, fácil desmoldeo | ~1,5° de inclinación por cada lado; orificio mínimo viable |
| Corredor | Distribuye el material fundido a cada cavidad | Llenado equilibrado, baja pérdida de presión | ≥ espesor nominal de la pared; redondo = mejor flujo |
| Puerta | Controla la entrada del material fundido y lo congela para empaquetarlo | Aspecto, embalaje, fácil desmoldeo | Sección transversal ≈ 3–9% del subcanal; espesor ≈ 50–80% de la pared |
Colada
El canal de inyección es la prolongación de la boquilla de la máquina hacia el molde. En un molde de una sola cavidad en el que el canal de inyección alimenta directamente a la pieza, esto se denomina canal de colada directo, y el tiempo de enfriamiento del propio bebedero suele convertirse en el factor que limita el ciclo: la pieza puede haberse solidificado mientras el bebedero, de gran grosor, aún se está enfriando.
Hay dos reglas que son fundamentales en el diseño de los canales de inyección. En primer lugar, el orificio más pequeño del casquillo del canal de inyección debe ser tan pequeño como lo permita el llenado de la cavidad, ya que todas las dimensiones de las partes posteriores se calculan en función de él y es necesario que se enfríe todo el volumen. En segundo lugar, el canal de inyección debe tener un ángulo de desmoldeo de aproximadamente 1,5° por cada lado de modo que se extraiga limpiamente del casquillo. Un mayor ángulo de desmoldeo facilita la extracción, pero aumenta la masa fría; un ángulo menor conlleva el riesgo de que el bebedero se quede pegado. Una refrigeración adecuada alrededor del casquillo del bebedero y un hueco para el residuo frío en la base del bebedero completan un diseño fiable.
Corredor
Los canales de distribución son los conductos mecanizados a lo largo de la línea de separación que transportan el material fundido desde el bebedero hasta cada entrada. A medida que fluye el material fundido, se forma una capa solidificada contra el acero más frío, lo que reduce el diámetro efectivo del canal; por lo tanto, la pérdida de presión aumenta al menos proporcionalmente a la longitud del canal de distribución —y, por lo general, a un ritmo mayor—. Cuanto más corto y directo sea el recorrido del canal de distribución, menor será la pérdida de presión.
Secciones transversales de los rodantes: redondas frente a trapezoidales
A corredor de todas las pruebas ofrece la mejor relación superficie-volumen, por lo que presenta la menor fracción de «piel congelada» y la menor resistencia al flujo; sin embargo, debe mecanizarse para ambos mitades del molde, y ambas deben encajar con precisión. A canal trapezoidal (o trapezoidal modificado) Se mecaniza solo en una de las mitades, lo que simplifica el uso de herramientas y suele ser la opción más práctica, a costa de una ligera pérdida de eficiencia. Directrices de dimensionamiento válidas para la mayoría de los canales fríos:
- Haz el camino de mesa con un espesor al menos igual al espesor nominal de la pared de la pieza para que pueda rellenar la cavidad antes de que se congele.
- Aumente el diámetro del canal en tramos largos o cuando el caudal volumétrico sea elevado.
- Correr secciones transversales más pequeñas para resinas semicristalinas (por ejemplo, PP, POM, PA) que en el caso de las resinas amorfas, que admiten canales más anchos.
Equilibrado de los canales de inyección en moldes de múltiples cavidades
En un molde de múltiples cavidades, todas las cavidades deben llenarse al mismo tiempo. Si una cavidad se llena primero, se produce un sobrellenado y se forman rebabas, mientras que la última cavidad aún no se ha llenado lo suficiente. El objetivo es caudal equilibrado — y hay dos formas de llegar hasta allí.
A equilibrado de forma natural (geométrica) Este diseño proporciona a cada cavidad un recorrido de flujo idéntico y el mismo número de ramificaciones —normalmente un patrón radial o en forma de “H”/estrella, en el que la distancia desde la boquilla hasta cada entrada es igual—. Es el más robusto, ya que el equilibrio no depende de las dimensiones, pero se vuelve ineficiente a medida que aumenta el número o el tamaño de las cavidades.
En equilibrado artificialmente Este diseño utiliza cavidades dispuestas en filas alimentadas por un canal principal, con los diámetros de los canales secundarios (subcanales) ajustados de tal forma que los recorridos más cortos se limitan para que coincidan con los más largos. Una forma habitual es la guía de escalera: dos filas de cavidades en un canal principal, con subcanales de tamaño progresivamente mayor. Esto reduce el volumen del canal, pero es más sensible a los cambios en el proceso y en la resina, por lo que resulta beneficioso análisis de flujo de molde antes de cortar el acero.
Siempre que la disposición lo permita, distribuye las cavidades en filas en lugar de en círculos, y recuerda que el diámetro del canal de inyección suele tener que aumentar con cada cavidad adicional a la que alimente en un segmento determinado.
Canales de molde de tres placas
A molde de tres placas conduce el canal de inyección a lo largo de un plano de separación secundario y, a continuación, desciende verticalmente a través de la placa central para alimentar la pieza —normalmente a través de entradas puntuales—, lo que permite realizar la entrada de material lejos de la línea de separación y la separación automática del canal de inyección. Los descensos cónicos deben reducirse hacia la entrada (una pendiente habitual es de aproximadamente 0,5 pulgadas por pie) y no deben ser innecesariamente largos, ya que una pendiente pronunciada crea una unión gruesa. Asegúrese de que las placas separadoras, los pasadores de succión o los elementos de extracción no obstruyan el flujo.
Puerta
La compuerta es la restricción estrecha entre el canal de inyección y la cavidad, y el elemento más corto y mejor controlado de todo el sistema de alimentación. Cumple dos funciones: permite que el material fundido entre y llene la cavidad rápidamente y, una vez llenada, se congela primero para sellar la cavidad, de modo que la presión de mantenimiento pueda compactar la pieza. Si la entrada se solidifica demasiado pronto o es demasiado pequeña, se producen hundimientos, huecos y inyecciones incompletas; si permanece abierta demasiado tiempo o es demasiado grande, se produce un reflujo y queda un resto de la entrada difícil de eliminar.
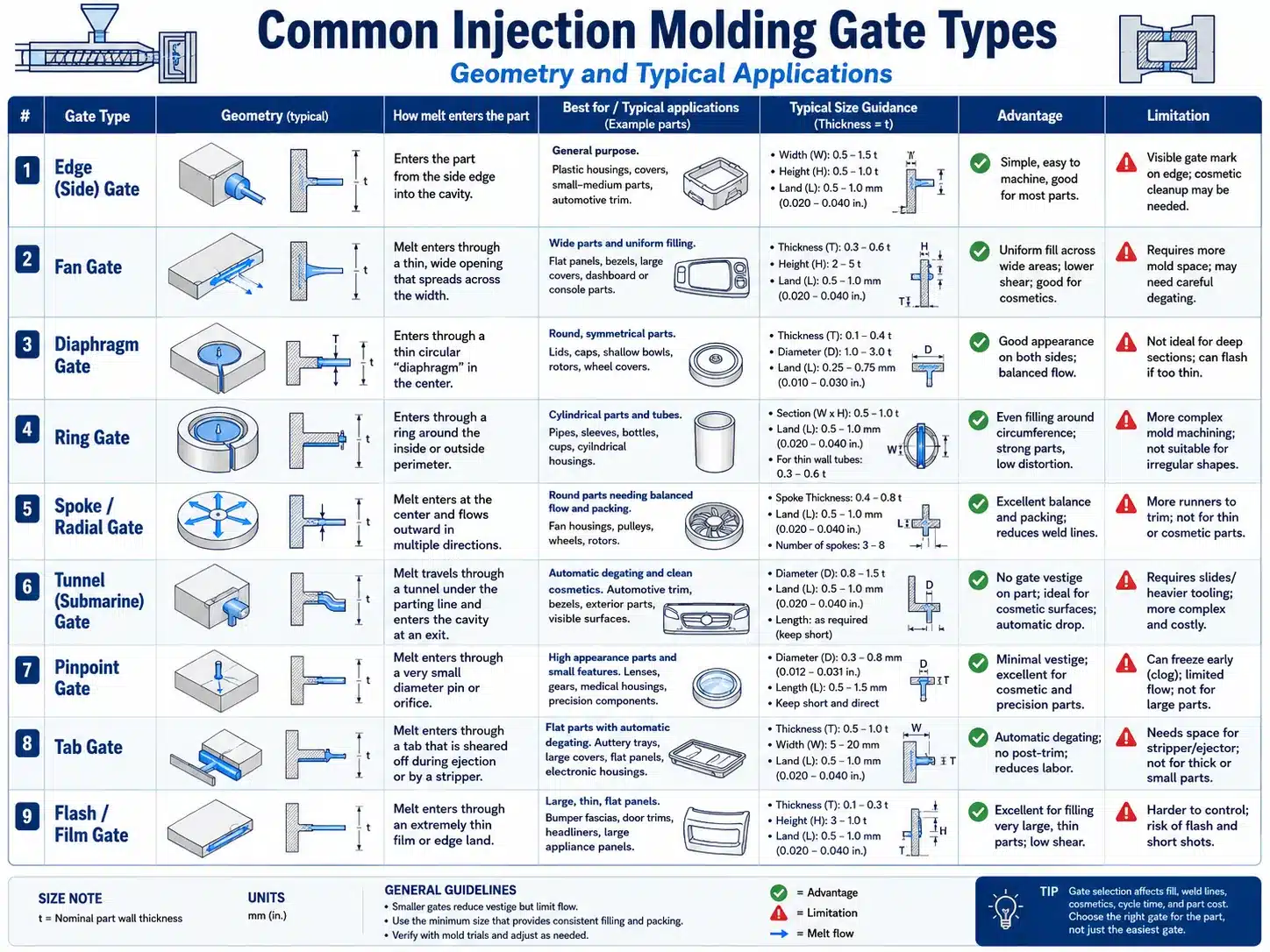
Tipos habituales de puertas y cuándo utilizarlas
| Tipo de compuerta | Lo mejor para | Ventaja clave | Limitación principal | Tamaño habitual |
|---|---|---|---|---|
| Borde (lateral) | Piezas generales, multicavidad | Fácil de cortar y recortar, de bajo coste | Cicatriz visible; recorte manual | El ajuste de profundidad es sensible |
| Aficionado | Piezas planas / grandes / en caja | Relleno uniforme, menos deformaciones y tensiones | Difícil de recortar, marca más grande | H ≈ 0,25–1,5 mm; W ≈ L/4 (>8 mm) |
| Diafragma | Piezas cilíndricas / huecas | Concéntrico, sin líneas de soldadura | Una cavidad por herramienta; extracción difícil | Land ≈ 0,5–1,0 mm |
| Anillo | Tubos en los que el diámetro interior es lo más importante | Relleno uniforme alrededor del núcleo | La profundidad del terreno requiere pruebas | Terreno poco profundo |
| Radial / de radios | Cilindros grandes, peso elevado de los perdigones | Alto rendimiento, buen empaquetamiento | Menor resistencia y precisión de la soldadura | Retirada mecanizada de mayor tamaño |
| Túnel (submarino) | Desactivación automática de la compuerta, compuerta oculta | Recorte automático al expulsar | Acumulación de gas; la cicatriz crece con el desgaste | De 0,5 a 0,8 mm (sin relleno) hasta más de 2 mm (con relleno) |
| Localizar con precisión | Moldes de tres placas | Desactivación automática de la compuerta, marca pequeña | Se utiliza con resinas de relleno | 0,8–2 mm (sin relleno) a 2,5–3 mm (con relleno) |
| Pestaña | Cajas y estuches decorativos | Evita la formación de chorros y garantiza un llenado uniforme | Quitar la lengüeta resulta caro | Diseñado para destacar |
| Flash / película | Piezas planas de gran superficie | Relleno uniforme y amplio, con poca deformación | Recorte secundario complicado | Ampliación de la compuerta del ventilador |
Dimensiones y ubicación de las compuertas: los principios de ingeniería
En lugar de memorizar docenas de reglas, la mayoría de las decisiones en la puerta se reducen a unos pocos principios. Cuando se indican rangos, estos son puntos de partida habituales — Los valores finales se obtienen a partir de ensayos con moldes y datos sobre la resina.
- Empieza poco a poco. Si es necesario, amplía la puerta más adelante; no es fácil reducir su tamaño. La sección transversal típica de una puerta es 3–9% de la sección transversal del subcanal, con una longitud en tierra de aproximadamente 0,5–2,0 mm.
- Fija el grosor a la pared. El grosor de la compuerta suele ser 50–80% de la pared de la pieza; las puertas de recorte automático se mantienen por debajo de ~80%, de modo que se rompen sin deformar la pieza.
- Entrada a la sección más ancha. La alimentación de grueso a fino permite que la compuerta compacte la pieza y se solidifique en último lugar, evitando hundimientos y huecos. La alimentación de fino a grueso provoca una caída brusca de la presión y la temperatura.
- Longitud del flujo de control. Calcula el tamaño y el número de compuertas de modo que cada una cumpla una relación entre el flujo de fusión y la pared de aproximadamente L/T = 50–80, y nunca más de ~100. Las piezas grandes o planas pueden necesitar varias entradas de material para evitar deformaciones y faltas de material.
- Gestionar las líneas de soldadura y la ventilación. Cada entrada añade una línea de soldadura, por lo que debes utilizar el menor número posible de entradas que permita llenar la pieza, colocar las soldaduras en superficies no críticas y no permitir nunca que la posición de la entrada bloquee los orificios de ventilación de la línea de separación.
- Protege los núcleos y evita que se salgan. Mantén las entradas alejadas de los núcleos largos y delgados que un impacto directo podría doblar, y orienta la entrada de manera que el material fundido golpee una pared en lugar de salir a borbotones libremente hacia el interior de la cavidad.
- Contabilizar las resinas envasadas. Los materiales con relleno de fibra necesitan entradas de inyección más grandes para limitar la rotura de la fibra; las entradas muy pequeñas, tipo «pinpoint», o las subentradas pueden reducir la eficacia del refuerzo.
- Planifica el testimonio. Cada puerta deja una marca. Decide con antelación si quedará en una superficie oculta y confirma con el cliente las expectativas estéticas antes de cortar el acero.
Problemas en el sistema de alimentación que se manifiestan en forma de defectos en las piezas
Muchos defectos de moldeo se deben a decisiones relacionadas con la entrada o el canal de inyección, más que al proceso en sí. Las entradas y los canales de inyección demasiado pequeños provocan inyecciones insuficientes, chorros de material y un color turbio en la entrada; las entradas demasiado grandes provocan reflujo y hundimiento; un equilibrio deficiente provoca rebabas en las cavidades que se llenan primero; y la entrada en una zona de cierre delgada provoca una pérdida repentina de presión y temperatura. Si está tratando de resolver un defecto recurrente, el sistema de alimentación es uno de los primeros aspectos que debe revisar; consulte nuestro Guía sobre defectos en el moldeo por inyección para el diagnóstico síntoma por síntoma.
Cuándo debes llevar esto a tu fabricante de moldes
El diseño del sistema de alimentación es una decisión relacionada con la fabricación (DFM), y el momento más económico para hacerlo bien es antes de fabricar el utillaje. Si estás aumentando el volumen de producción, luchando contra el hundimiento o la deformación, decidiendo entre canales fríos y calientes, o no estás seguro de dónde debe situarse la entrada en una pieza estética, una breve revisión del diseño suele amortizarse por sí sola en cuanto a desechos y tiempo de ciclo. Nuestro equipo de ingeniería revisa el tipo de entrada, su ubicación y el equilibrio de los canales como parte de cada presupuesto de utillaje.
Preguntas más frecuentes
¿Cuál es la diferencia entre un bebedero, un canal de colada y una entrada de colada?
El bebedero es el canal vertical que conecta la boquilla de la máquina con el molde. El canal de distribución conduce el material fundido horizontalmente a lo largo de la línea de separación hasta cada cavidad. La entrada es la pequeña restricción por donde el material fundido entra finalmente en la cavidad y que se solidifica para compactar la pieza. Juntos forman el sistema de alimentación (distribución).
¿Qué tamaño debe tener una verja?
Como punto de partida, la sección transversal de la entrada suele ser de 3–9% de la sección transversal del subcanal, la longitud de la plataforma de la entrada es de unos 0,5–2,0 mm y el grosor de la entrada es aproximadamente de 50–80% del grosor de la pared de la pieza. Empieza siempre por un tamaño pequeño: es fácil agrandar una entrada durante las pruebas, pero muy difícil reducirla.
¿Qué tipo de puerta es la más adecuada para una pieza plana o de diseño?
Las entradas en forma de abanico y de lengüeta son habituales en piezas decorativas planas o de gran tamaño, ya que distribuyen el material fundido de manera uniforme, reducen las salpicaduras y limitan la deformación. Para que las marcas de entrada queden totalmente ocultas, una entrada tipo túnel (submarina) o de punto permite la extracción automática de la entrada, aunque ambas dejan una pequeña marca y se desgastan con el tiempo.
¿Por qué es tan importante el sistema de guías para el coste?
En piezas pequeñas, el bebedero y los canales pueden suponer la mitad o más del peso de la inyección, y el sistema de canales puede absorber más de un tercio de la presión de llenado. Los canales de tamaño excesivo suponen un desperdicio de material y alargan la duración del ciclo; los canales de tamaño insuficiente provocan inyecciones incompletas. En la producción de grandes volúmenes, un sistema de canal caliente elimina por completo los residuos de los canales.
¿Qué es un «runner» equilibrado y por qué lo necesito?
Un canal de distribución equilibrado hace que todas las cavidades de un molde multicavidad se llenen al mismo tiempo. Sin equilibrio, las primeras cavidades se sobrellenan y presentan rebabas, mientras que las últimas se quedan sin material. El equilibrio se consigue geométricamente (trayectorias de flujo iguales) o artificialmente (diámetros de los canales de distribución ajustados), y a menudo se verifica mediante un análisis de flujo del molde.
¿Cuántas entradas debe tener una pieza?
Utiliza el menor número posible de entradas que permitan llenar la pieza, ya que cada entrada añade una línea de soldadura. Determina el tamaño y la ubicación de las entradas de modo que cada una cubra una relación entre la longitud de flujo y el espesor de la pared de aproximadamente L/T = 50–80, y no superior a ~100. Las piezas grandes o planas suelen necesitar varias entradas de material para evitar deformaciones y inyecciones insuficientes.
¿Debería utilizar un canal frío o uno caliente?
Los canales fríos suponen un menor coste de moldeo y son muy adecuados para volúmenes reducidos y cambios frecuentes de material. Los canales calientes eliminan los residuos de los canales, acortan el tiempo de ciclo y mejoran el control del llenado en programas de gran volumen, aunque con un mayor coste y complejidad del molde. La elección adecuada depende del volumen anual, la resina y el valor de la pieza.
¿No sabes cómo se debe realizar la entrada de material en tu pieza? Envíanos tu modelo 3D o tu plano y nuestros ingenieros te recomendarán el tipo de entrada, su ubicación y la disposición de los canales de inyección como parte de una revisión gratuita de la fabricabilidad (DFM) y un presupuesto de utillaje. Solicita una revisión de DFM y un presupuesto →
