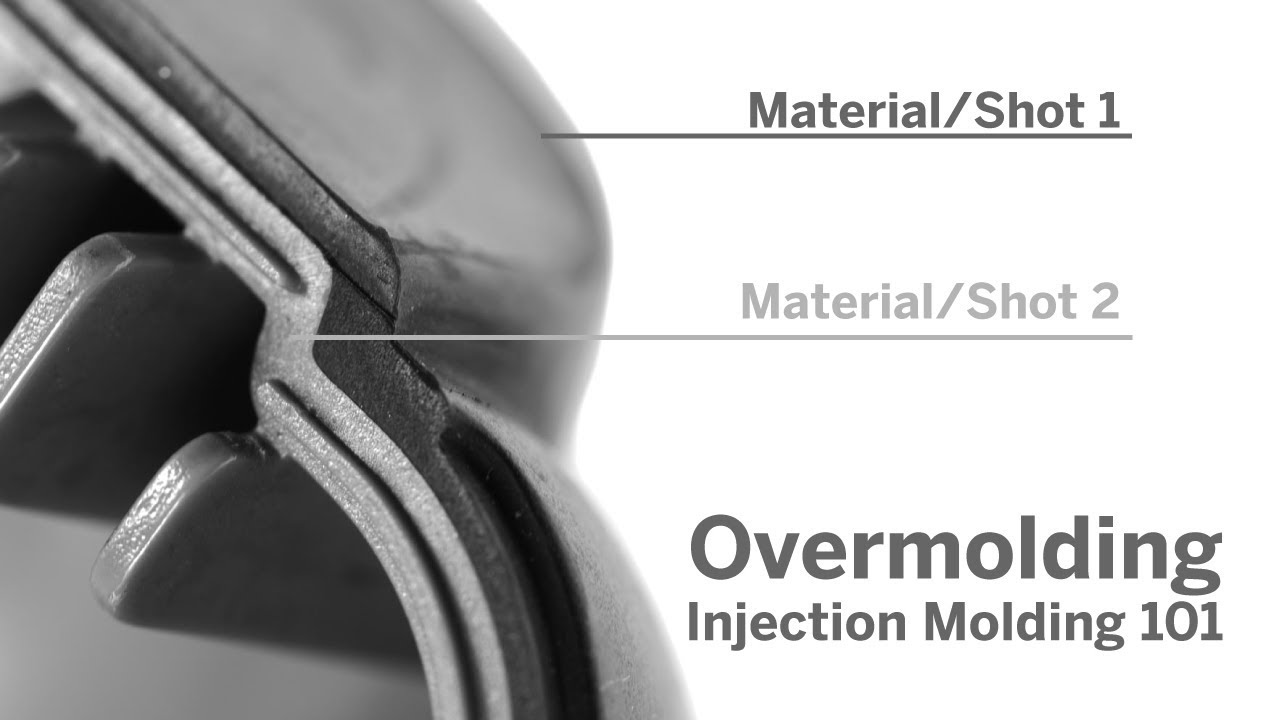
The Difference between insert molding and Double Color molding
The so-called two-color injection molding refers to injecting two kinds of plastics with different colors into the same mold.
It can make the plastic parts with two different colors and make the plastic parts show regular patterns or irregular patterns to improve the practicability and aesthetics.
Compared with traditional injection molding, two-color injection molding has the following advantages:
the two-color mold can inject two resins with different characteristics and colors into a single two-color product, reducing the assembly and post-treatment of molded products.
The printing cost is saved and increases the beautiful visual effect of the product.
Two-color injection molding not only has the function of anti-slip and friction-increase, but the flexible resin material makes it more ergonomic and feels better.
The two-color injection molding product quality is high; the product deformation is easy to control, and the molding cycle is short.
7% lower loss than insert molding, and the product manufacturing cost is 20%-30% lower than encapsulated injection molding.
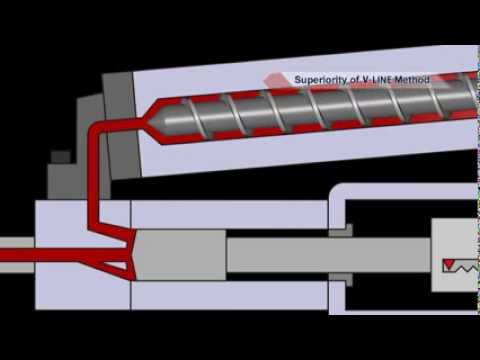
Principle:
The injection machine has two barrels, each with the same structure and uses as ordinary injection molding machine barrels.
Each barrel has its own channel connected with the nozzle, and two opening and closing valves are also installed in the nozzle. During molding, after the molten material is plasticized in the barrel, two valves respectively control the sequence of molten material entering the nozzle and the proportion of discharged material. Then the molten material is injected into the mold cavity from the nozzle. Various plastic products with different color mixing effects can be obtained in this way.
Production process
1. The two-color injection molding machine consists of two sets of plasticizing injection devices with identical structures and specifications. The nozzle should have a special structure according to the needs of the production.
Plastic mold needs to be installed with two core inserts with identical structures that can rotate.
When plasticizing and injecting, the melt temperature, injection pressure, and the volume injected in the two sets of plasticizing and injecting devices should be the same. The difference of process in the two sets of devices should be minimized as much as possible.
2. Compared with common injection molding plastic products, two-color injection molding adopt higher melt temperature and injection pressure during injection.
The main reason is that the molding flow in two-color injection molding is relatively long. The structure is relatively complex, and the flow resistance of injection melt is relatively large.
3. Two-color injection molding should use raw materials with good thermal stability and low melt viscosity to avoid decomposition due to high melt temperature and long residence time in the barrel.
4. During injection molding, mix two different colors in the mold and adopt the molding quality, higher melt temperature, higher mold temperature, higher injection pressure, and injection rate.
Insert mold